

Спайной режущий инструмент
Частое использование спайного (сварного) режущего инструмента обусловлено соображениями экономии и оптимизации производственного процесса металлообработки.Существует несколько способов соединения инструмента:
1. Напайка твёрдосплавных пластин на державку режущего инструмента.
Изготовление твердосплавного паяного металлорежущего инструмента рассредоточено на многих предприятиях различных отраслей промышленности. Каждое предприятие имеет весьма широкую номенклатуру инструментов, отличающихся не только размерами, но и конфигурацией. По условиям эксплуатации к механическим свойствам большинства видов инструмента не предъявляется каких-либо требований. У некоторых видов металлорежущего инструмента оговаривается только твердость корпуса.
Использование технологии, разработанной для бурового инструмента, при производстве металлорежущего инструмента оказалось невозможным, так как корпуса бурового инструмента изготавливают из стали мартенситного класса. При охлаждении с температуры пайки в этих сталях происходит интенсивный распад аустенита в узком интервале температур, сопровождающийся большим увеличением объема, что вызывает при охлаждении инструмента после пайки знакопеременное деформирование паяного соединения. При этом уровень остаточных паяльных напряжений, как в твердом сплаве, так и в паяном шве тесно связан с конструкцией и размерами инструмента. Поэтому такой режим деформирования пригоден только для определенных конструкций и размеров инструментов и не может быть использован как универсальный. Кроме того, использование для корпусов металлорежущего инструмента высоколегированных сталей чаще всего оказывается экономически неоправданным.
Специфика изготовления металлорежущего инструмента вызвала необходимость создания универсальной технологии пайки и термообработки, пригодной для большинства его видов, за исключением инструментов, у которых твердость корпусов по условиям работы должна превышать HRC 40. Разрабатываемая технология должна обеспечить повышение качества инструмента путем сохранения исходных свойств твердого сплава и снижения остаточных паяльных напряжений. При этом технологический процесс, будучи пригодным, для различных конструкций и размеров инструмента не должен предусматривать использования высоколегированных дорогостоящих сталей и припоев на основе серебра.
Соблюдение этих условий достигается следующим образом.
Сохранение исходных свойств твердых сплавов получают путем исключения из рекомендуемых режимов пайки и термообработки быстрого нагрева и резкого охлаждения инструмента в жидких средах.
Универсальность технологии, заключающаяся в получении низкого уровня остаточных паяльных напряжений при изготовлении инструментов различных конструкций, достигается путем использования способов регулирования остаточных паяльных напряжений. Способ, отнесенный к первой группе,—изменение режима деформирования паяного соединения при охлаждении после пайки, был реализован за счет использования припоя со сравнительно низкой температурой’ солидуса 849° С и совмещения операции пайки с операцией термообработки корпусов инструментов. Совмещение этих операций (без закалки инструмента в жидких средах после пайки) получают при использовании для корпусов инструмента стали 35ХГСА, у которой при медленном охлаждении 50—100 град/мин распад аустенита происходит в большом температурном интервале (от 400°С до комнатной), что позволяет получить у стали и твердого сплава почти одинаковый наклон кривых «линейный размер—температура» в этом температурном интервале.
Способ, отнесенный ко второй группе, - изменение сопротивления деформированию паяного шва, реализован путем разработки и использования трехслойного припоя на основе меди представляющего собой прокатанную полосу толщиной 0,8 мм.
Специфика свойств материалов, выбранных для изготовления металлорежущего инструмента, в сочетании с режимами пайки и термообработки обеспечила возможность их использования при изготовлении инструментов различной формы и размеров.
Рекомендуемый технологический процесс пайки и термообработки сравнительно прост и не требует коренной перестройки технологического оборудования на действующих предприятиях.
Материалы, предназначенные для изготовления инструмента (сталь, твердый сплав, припой, флюс), должны проходить входной контроль, целью которого является подтверждение соответствия полученных материалов предусмотренным в технологической инструкции. Кроме того, сталь, предназначенную для изготовления корпусов инструмента, контролируют на содержание в ней углерода и легирующих добавок, а также определяют ее твердость в состоянии поставки.
Сведения об используемых материалах (завод-изготовитель, номер партии, дата выпуска) должны иметься в документе, сопровождающем каждую партию инструмента в процессе изготовления.
Механическая обработка корпусов инструмента должна проводиться лишь после отжига стали по следующему режиму: выдержка в течение 0,5—1 ч при 840—850°С, охлаждение в печи до 680°С и выдержка при этой температуре в течение 4—5 ч.
Подготовка корпусов инструмента к пайке заключается в их очистке и обезжиривании и принципиально не отличается от подготовки к пайке корпусов перфораторных коронок.
Подготовка припоя к пайке заключается в его дозировке. Из полосы припоя вырубают (вырезают) фигуру, соответствующую паяемой поверхности. Размеры припоя должны превышать размеры паяемой поверхности
Однолезвийный инструмент под пайку собирает паяльщик на своем рабочем месте перед нагревом под пайку. Пластины твердого сплава в многолезвийном инструменте укрепляют в пазах заблаговременно. При сборке инструмента следует соблюдать величину паяльных зазоров, предусмотренных технологической инструкцией для данного вида инструмента, и следить за соответствием пластины твердого сплава и подготовленного для нее паза. При неправильном подборе форморазмеров пластин твердого сплава образуется свисание пластины над стальной опорой, к которой она припаяна. Съем больших припусков при заточке в случае свисания пластин твердого сплава больше, чем 0,3—0,5 мм, нередко является причиной образования в них трещин.
Основным условием качественной пайки является равномерный прогрев стального корпуса инструмента.
Для технологического процесса, предусматривающего совмещение операции пайки с операцией термообработки стального корпуса инструмента из стали 35ХГСА, продолжительность нагрева считается достаточной, если дальнейшее увеличение ее с последующим охлаждением на воздухе не приводит к увеличению твердости корпуса инструмента. Скорость охлаждения инструмента после пайки должна составлять 50—100 град/мин. При этом твердость корпуса инструмента на расстоянии от 3 до 20 мм от пластины твердого сплава должна находиться в пределах HRC 34—42. Заниженная твердость свидетельствует либо о неполном переходе исходной структуры стали в аустенит при нагреве, инструмента под пайку, либо о недостаточной скорости охлаждения инструмента после пайки. Другой причиной, нередко встречающейся на практике, является изготовление корпусов инструмента не из стали 35ХГСА. Завышенная твердость обычно бывает у инструментов очень небольших размеров и свидетельствует о слишком большой скорости охлаждения.
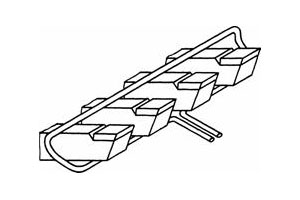
При пайке однолезвийного инструмента (резцы, ножи к сборным фрезам и т.п.) следует использовать многоместные индукторы, которые позволяют, не снижая производительности труда паяльщиков увеличить время нагрева инструмента под пайку, обеспечивающее переход исходной структуры стали в аустенит. Витки многоместного индуктора должны быть смещены один относительно другого, как это показано на рисунке. Одновременно в многоместный индуктор можно помещать 4—10 резцов (ножей) и более. При пайке на ламповых генераторах, имеющих частоту тока 60—70 кГц, выравнивание температур в поверхностном слое и в объеме корпуса инструмента проводит за счет теплопроводности, поэтому для выравнивания температур приходится уменьшать интенсивность нагрева путем снижения мощности, подаваемой на индуктор. Настройка генератора проводится одновременно с отработкой конфигурации индуктора и режима нагрева инструмента под пайку экспериментально. Нагрев под пайку следует начинать с корпуса инструмента. Перед окончанием пайки резец (нож) передвигают так, чтобы его головка оказалась в индукторе. Через несколько секунд после плавления припоя резец вынимают из индуктора и поправляют, если это необходимо, положение пластины твердого сплава в гнезде, прижимают пластину к основанию гнезда и удерживают до полного затвердевания припоя.
С целью получения у корпусов различных видов инструмента одинаковой твердости необходимо охлаждать его с одинаковой скоростью, равной от 50 до 100 град/мин. Для этого инструмент малого размера охлаждают в подогретом песке, среднего—на открытом воздухе и большого — на решетке с поддувом рассеянной струёй воздуха.
После пайки инструмент очищают на дробеструйной установке чугунной или стальной дробью, просеянной через сито с ячейками не более 0,8 мм, и затачивают, при проведении этой операции следует строго соблюдать рекомендации касающиеся режимов заточки и используемых абразивных кругов.
Контроль качества инструмента проводят 100%-ым внешним осмотром инструмента после дробеструйной обработки и после заточки. Трещины в пластинах твердого сплава и корпусе инструмента, а также несплошность, превышающая 5% от общего периметра паяного шва, не допускаются.
Твердость корпуса инструмента, измеренная на расстоянии 3—20 мм от пластины твердого сплава, должна находиться в пределах HRC 34—42.
Весь инструмент контролируют на наличие трещин и непропаев с помощью цветной или люминесцентной дефектоскопии.
При отработке режимов пайки твердость контролируют у каждого выпускаемого инструмента (100%). В дальнейшем контролю подвергают 5% от каждой партии инструмента.
Наличие трещин в пластинах твердого сплава у заточенных инструментов с корпусами, имеющими твердость, не выходящую за пределы указанных допусков, свидетельствует о нарушении технологии заточки. Трещины, образовавшиеся в пластинах твердого сплава инструментов, твердость корпусов которых выходит за пределы допустимых, свидетельствует о нарушении технологии пайки.
Нередки случаи, когда при люминесцентной дефектоскопии инструмента после заточки наблюдается свечение по всему периметру паяного шва. Чаще всего это результат грубого нарушения технологии заточки, вызвавшего образование пор в паяном шве вследствие выгорания цинка, что обусловлено местным перегревом в зоне контакта с абразивным кругом.
Иногда о нарушении режимов заточки можно судить по прижогам, образующимся на поверхностях, контактирующих с заточными кругами. Однако чаще все образовавшиеся прижоги заточники снимают, снижая режимы заточки перед ее окончанием.
Предлагаемый технологический процесс пайки прошел проверку на ряде предприятий при изготовлении различных инструментов, имеющих наибольшую склонность к образованию трещин в твердом сплаве при его изготовлении. Использование предлагаемой технологии пайки позволило практически полностью ликвидировать трещины в твердом сплаве при изготовлении инструмента и значительно сократить поломки при его эксплуатации, что приводит к сокращению расхода инструмента почти в два раза. Кроме того, снижение остаточных паяльных напряжений, например в токарных резцах, с 275—343 до 20—29 МПа равноценно повышению прочности используемого твердого сплава
2. Спайка твёрдосплавных стержней с хвостовиком режущего инструмента.
Спайка твёрдосплавных стержней с хвостовиком режущего инструмента – не очень распространённый способ для производства составного режущего инструмента. Однако, данный метод имеет очень важное значение для производства осевого режущего инструмента с окончательной обработкой на ЧПУ-шлифовальных станках.
Часто данный способ применяется для изготовления осевого режущего инструмента с конусом Морзе на хвостовике. Некоторые владельцы металлообрабатывающего оборудования, имеющего на рабочей голове конус Морзе, предпочитают применять осевой инструмент с конусом Морзе, а не приобретать новую оснастку, позволяющую применять инструмент с цилиндрическим хвостовиком.

Но особенно эффективно применение данного способа пайки на грибковых фрезах, профильном инструменте, в котором диаметр хвостовика существенно меньше диаметра рабочей части инструмента. Также, этот способ применяется при больших длинах инструмента и при большом диаметре. В этом случае экономится дорогостоящий твёрдый сплав.
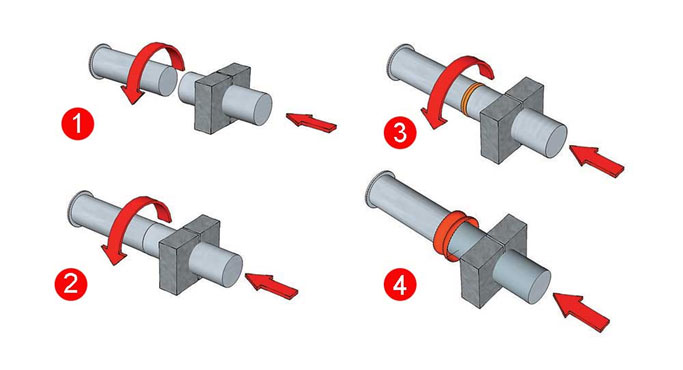
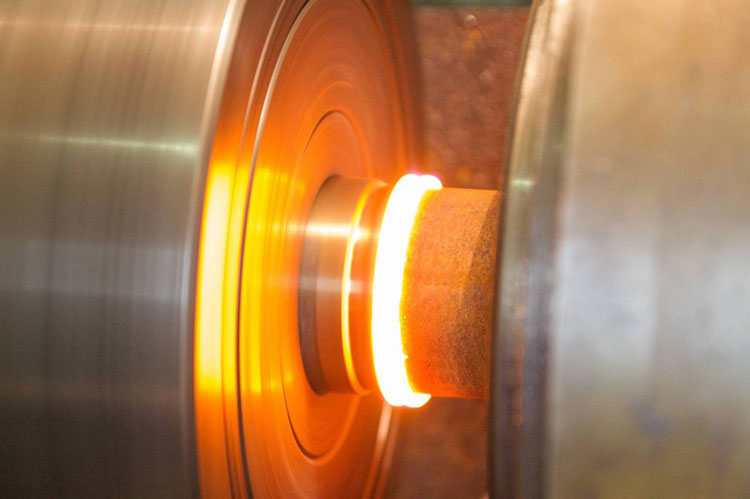
3. Сварка трением заготовки из быстрорежущей стали или твёрдого сплава с хвостовиком режущего инструмента.
Применение сварочных работ, основанных на трении, используется для создания прочнейших неразъемных соединений конструкций с различными геометрическими характеристиками. Универсальность этого метода подтверждается возможностью замещения всех альтернативных способов сварки: заклепочной технологией, электроннолучевой, даже лазерной. Активно используется эта методика в авиастроительстве при создании конструкций, отвечающих стандартам пятого поколения авиационных моделей.
Из ключевых особенностей сварных работ с перемешиванием выделяют следующее:
- Производится работа с материалами, находящимися в твердой фазе.
- Низкий процент деформации соединяемых материалов.
- Размерная стабильность отличная, остается возможность повторного сваривания. Исключается процесс выгорания.
- Сварной шов имеет высокую прочность.
- Сварка осуществляется на высокой скорости, отсутствуют трещины усадочного типа.
Преимущества сварки трением:
- Высокое качество сварного соединения.
- Стабильность качества сварных соединений.
- Независимость качества сварных соединений от чистоты их поверхности.
- Возможность сварки металлов и сплавов в различных сочетаниях.
- Экологичность процесса.
- Простота механизации и автоматизации.
- Некоторая громоздкость оборудования.
- Искривление волокон текстуры проката в зоне пластического деформирования.
- Сварка трением не является универсальным процессом.
- Используется для диаметров заготовок более 15 мм.
Технология спайки непроста, и требует высокой квалификации работника, производящего пайку. Во время процесса необходимо проверять соосность заготовок с учётом возможных температурных поводок материала. После спайки проводится процесс снятия напряжений. Шлифование заготовок проводится в центрах.
Более подробно о данном процессе вы можете узнать у наших специалистов.